Основным
направлением работ IBAG France Sàrl в
Эльзасеявляется техобслуживание, ремонт и ввод в
эксплуатацию моторшпинделей и обычных шпинделейвсех
типов и всех производителей.
IBAG France Sàrl в Эльзасе является филиалом IBAG Switzerland AG, одного из ведущих мировых производителей моторшпинделей для
высокоскоростной обработки, High Speed Cutting (HSC).
Разработка и
конструирование высокоскоростных моторшпинделей.
Наше Know-how базируется на многолетнем опыте разработки,
конструирования и монтажа моторшпинделей для высокоскоростного фрезерования,
шлифования и сверления.
Ремонт
шпинделей всех типов от всех
производителей. Мы располагаем всем
необходимым оборудованием для капитального ремонта, монтажа, тестирования
шпинделей и их комплектующих. Наш опыт производителя высокоскоростных
моторшпинделей и Know-How являются гарантией
высококачественного ремонта и техобслуживания шпинделей всех типов и
производителей.
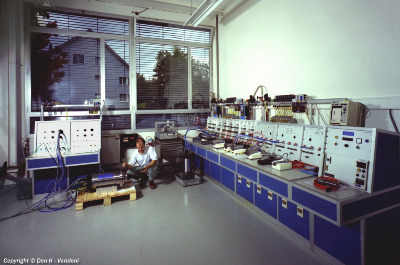
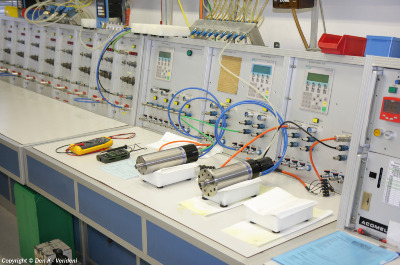
Испытательные стенды, изменение вибраций, балансировочные системы,
климатизированные рабочие помещения, ..... Специально для ремонта шпинделей
оборудована мастерская площадью 1000 квадратных метров.
Поступление шпинделя на ремонт:
При поступлении
шпинделя на ремонт контролируются:
- Состояние упаковки
- Общее состояние шпинделя
- Оптический контроль конуса - Проверка инструментальной оправки (если имеется)
- Контроль подключения периферийных устройств
- Контроль электрических подключений
- Запись в протокол истории шпинделя
Проверка работо- способности
При проверке работоспособности производится:
- Контроль утечек
- Проверка функционирования системы смены инструмента
- Контроль статора (Измерение фаз, тест под высоким напряжением)
- Измерение силы зажима инструмента
- Контроль датчиков, энкодера
- Контроль биений
Контроль на испытатель- ных стендах
Если поступивший на ремонт шпиндель ещё
вращается, производится его тестирование на испытательных стендах. При этом,
например, проверяется состояние подшипников, измеряются вибрации, производится
контроль роста температуры при вращении шпинделя.
Разборка шпинделя включая анализ состояния
отдельных деталей
В зависимости от
результатов предварительного контроля (разделы 2 и 3) и только в случае
необходимости производится полная разборка шпинделя. При этом после очистки деталей
производится проверка состояния:
- Преобразователя давления
- Датчиков зажима
инструмента
- Шпиндельного вала
- Датчиков
температуры
- Передних и задних
подшипников
- Подшипниковой
втулки и фланца
- Статора и ротора
- Энкодера
Производится
измерение различных деталей.
Разборка шпинделя производится в чистом помещении с особой тщательностью.
С целью выяснения причины выхода шпинделя из строя производится контроль каждой
детали. Результаты разборки шпинделя протоколируются.
Подготовка коммерческого предложения
Предложение с
обязательным сроком поставки готовится в течение 48-ми рабочих часов после
получения шпинделя.
Предложение содержит: - Причину выхода шпинделя из строя
- Технические предложения по устранению неисправностей
- Рекомендации по увеличению срока службы шпинделя
- Оценка затрат на сборку с указанием цены
- Перечисление необходимых новых деталей с указанием цены.
Монтаж шпинделя
Монтаж шпинделя производится после
подтверждения заказа
Включает:
- Стандартный ремонт
- Замену подшипников
- Замена изнашиваемых
деталей
- Замену деталей
согласно предложению
- Балансировку шпиндельно вала
По необходимости производятся следующие работы:
- Хромирование и шлифование мест посадки подшипников и конуса
- Доводка деталей
- Перемотка статора.
Шлифование конуса
Шлифование конуса для гарантии минимальных
биений производится после монтажа шпинделя и только по необходимости.
Приёмочные испытания и протокол испытаний
Приёмочные испытания включают:
- Контроль утечек
- Проверка избыточного давления в каналах системы охлаждения
- Обеспечение надёжности функционирования системы воздушно-масляной
смазки
- Измерение силы зажима инструментальной оправки
- Контроль функционирования системы смены инструмента
- Проверка запирающего воздуха и очистки конуса
- Контроль датчиков смены инструмента
- Измерение вибраций
- Наблюдение роста температуры мотора и температуры на подшипниках
- Тест энкодера
- Проверка функционирования ротационного соединения
- Измерение биений в конусе шпинделя и на контрольной оправке
- Контроль расхода и давления всех магистралей масла, воздуха и воды
Обкатка и динамическая балансировка шпинделя
Обкатка подшипников в соответствии с указаниями
фирмы-производителя.Dynamisches Балансировка для гарантии допусков дисбаланса поставщика шпинделя в
полном диапазоне частот вращения.
Упаковка и отгрузка
- Обработка для защиты от коррозии.
- Использование соответствующей упаковки.
- Отправление с помощью транспортной фирмы. Опционально возможна
командировка специалиста для монтажа шпинделя на станке.


 Поступление шпинделя на ремонт:
Поступление шпинделя на ремонт: Проверка работо-
Проверка работо-
 Контроль на
Контроль на  Разборка шпинделя
Разборка шпинделя 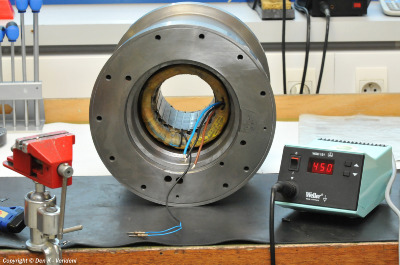
 Подготовка
Подготовка 
 Монтаж
Монтаж 
 Шлифование конуса
Шлифование конуса Приёмочные испытания и протокол испытаний
Приёмочные испытания и протокол испытаний
 Обкатка и динамическая балансировка шпинделя
Обкатка и динамическая балансировка шпинделя