Наблюдение условий резания посредством встроенных дачиков HF-моторшпинделя
Высокоскоростное резание (HSC – High Speed Cutting) требует высокой степени оптимизации. Безупречная работа возможна только в очень узкой области технологических параметров. Высокая степень надёжности процесса обеспечивается с помощью так называемого Condition Monitoring – широкого наблюдения и контроля. Для этого необходима тщательно продуманная по возможности близкая к процессу сенсорика. Поэтому “IBAG Switzerland AG” опционально снабжает свои высокоскоростные шпиндели многочисленными разнообразными датчиками и исполнительными элементами.
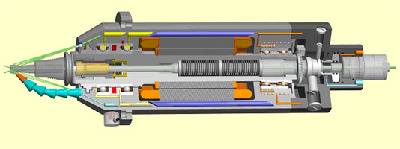
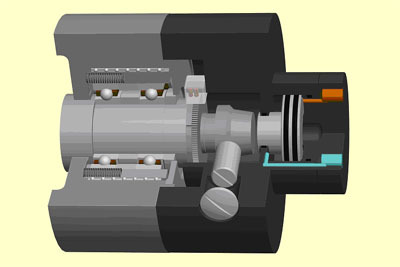
Рис. 1 Оснащение "Condition Monitoring": HF- моторшпиндель с проверенной сенсорикой и исполнительными элементами для контроля и надёжности процесса высокоскоростной обработки
Опция М заключается в оснащении шпинделя датчиком перемещений. Он измеряет обусловленные механически (высокими скоростями вращения) или термически смещения шпиндельного вала с точностью до мкм. Полученный от датчика аналоговый сигнал может быть использован любым устройством ЧПУ для расчёта компенсации смещения вала. Компенсация смещения по нормали к обрабатываемой поверхности существенно повышает точность и качество обработки, что особенно важно при чистовом сверлении, в инструментальной промышленности, при точной и ультраточной обработке.
Для обеспечения надёжной эксплуатации высокоскоростных моторшпинделей в течение длительного времени их рабочее состояние контролируется датчиками температуры и вибраций, установленными на корпусе и на внешнем кольце подшипников с керамическими шариками. Датчики температуры PT100 и PT1000 поставляют три возможных сигнала: “Все в порядке”, “Состояние критическое” и “Ошибка”. Алгоритмы анализа сигналов могут различаться в зависимости от приложения. Например, при “Критическом состоянии” обработка может быть прервана на короткое время для снижения температуры мотора. Та же цель может быть достигнута уменьшением глубины резания, следствием чего является снижение потребляемой мощности и отдачи тепла. Такой анализ сигналов датчиков производится системой ЧПУ и обеспечивает надежную работу также в условиях “безлюдного” производства. При этом предотвращаются повреждения шпинделя и тем самым ненужные дорогостоящие простои.
Замечание: Датчики температуры имеются в наличии также без опции М, на заднем подшипнике они устанавливаются опционально.
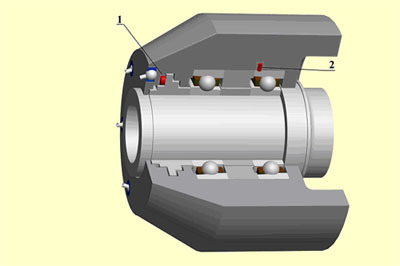
Рис. 2 Порядок точности – единицы мкм обеспечивается датчиком (1) для измерения осевого смещения вала шпинделя; 2 – датчик измерения температуры.
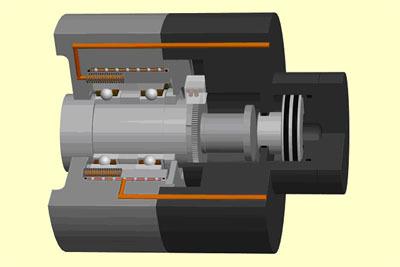
Свой взнос вносят и датчики вибраций. Измерение и анализ вибраций, а также их сравнение с эмпирически установленными граничными значениями производятся программно. Высокий уровень колебаний может быть обусловлен плохо сбалансированным инструментом, неправильными параметрами обработки или аварийной ситуацией. Датчики вибраций также поставляют три сообщения: “O.K.”- зелёный сигнал, “Предупреждение”- оранжевый и “Ошибка”- красный. При подключении к устройству ЧПУ возможен широкий контроль, диагностика неисправностей и, посредством своевременного технического обслуживания, предотвращение аварий и минимизация простоев.
Замечание: Для тяжёлых шпинделей датчики встраиваются в шпиндель, для малых шпинделей возможно только внешнее позиционирование.
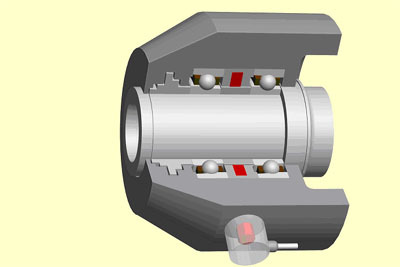
Рис. 3 Датчики вибраций устанавливаются на внешнем кольце подшипников или на корпусе HF- шпинделя
Для избежания повреждений при смене инструмента моторшпиндели оснащаются по выбору пользователя цифровыми или аналоговыми датчиками в системе крепления инструмента. При этом распознаётся качество зажима и отсутствие инструмента. Тем самым обеспечивается надёжная автоматическая смена инструмента в системах HSK, BT и BBT.
Замечание: регулируемые дигитальные сенсоры стыкуются практически со всеми системами ЧПУ и PLC. Имеются в наличии аналоговые датчики с устанавливаемой обратной реакцией для тяжёлых шпинделей.
Некоторые высокоскоростные шпиндели оснащаются интегрированной гидравлической системой переменного в зависимости от скорости вращения предварительного натяга подшипников. Эта система позволяет осуществлять точно контролируемый предварительный натяг шарикоподшипников смешанного типа с керамическими шариками.
Так, для больших инструментов при низких скоростях вращения необходим высокий предварительный натяг для обеспечения высокой жёсткости и стабильности. При высоких оборотах и малых инструментах правильным выбором будет низкий высокий предварительный натяг. Дополнительным эффектом правильно выбранного натяга является определяемое скоростью вращения демпфирование колебаний. Тем самым обеспечивается оптимальное использование мощности шпинделя, длинный срок службы и более высокое качество обрабатываемой поверхности.
Рис. 5 Оптимальное использование мощности шпинделя, длительный срок службы и более высокое качество обрабатываемой поверхности обеспечивается гидравлической системой предварительного натяга подшипников, зависящего от скорости вращения шпинделя.
Всё вышеописанное оснащение HF-шпинделей служит решению проблемы оптимальной надёжности процесса высокоскоростной обработки. Швейцарские HSC- эксперты поставляют широкий спектр HF-шпинделей с мощностью от 0,125 до 195 kW. Производственные предприятия и производители станков получают тщательно продуманные оптимально соответствующие их потребностям HF-шпиндели. Это справедливо как для фрезерования и гравирования на обрабатывающих центрах и токарных автоматах “швейцарского типа” с малыми шпинделями, для универсального применения на обрабатывающих центрах в инструментальной и формообразующей промышленности со шпинделями средних размеров, так и для снятия больших объёмов стружки на тяжёлых станках с ЧПУ в самолётостроении и автомобильной промышленности.