Говоря о применении FSW, можно взять любую из ведущих
корпораций, связанных с производством самолётов, ракет, межпланетных
станций и найти многочисленные упоминания о применении FSW и HSC в числе особо перспективных технологий.
Почему же именно HSC и FSW находят всё более широкое применение в авиакосмической промышленности?
Рис. 1 Первый
испытательный полет коммерческого самолёта Eclipse 500, при производстве которого
была использована сварка трением с перемешиванием. Источник http://www.twi.co.uk/content/spswkaug2006.html
Почему мировые
концерны авиакосмической промышленности инвестируют в эти технологии?? Только Boeing инвестировал 15 млн. $ в FSW только для сварки резервуаров
ракет-носителей для ракет Delta. Основная причина - обе технологии повышают производительность в 4...6 раз и широко
применяются для обработки практически всех применяемых в авиакосмической
промышленности материалов. Где повышение производительности – там экономия
денег.
Возможна сварка двух различных
материалов, не свариваемых никакими
другими методами.
Постановка задачи
существенного снижения стоимости, снижения веса и улучшения качества сварочных
швов очевидна. Понятно также стремление
автоматизировать процесса и контролировать его параметры, увеличить
скорость сварки и радикального снизить
время производственного цикла. Применение сварки трением с перемешиванием даёт
возможность решить все эти задачи одновременно.
К числу особо
важных для авиакосмической промышленности преимуществ FSW следует также отнести
тот факт, что её применение делает ненужными миллионы заклёпок.
Газовая дуговая сварка связана с плавлением металлов и возникновением
внутри сварочных швов газовых пузырей. Это в свою очередь требует больших
затрат на устранение дефектов сварочных швов. Поэтому, например, корпорация Boeing решила заменить газовую
дуговую сварку сваркой трением с перемешиванием, использование которой
полностью исключает возникновение внутри шва водородных пузырей.
Рис. 2 Ракетостроение: на одном из предприятий SpaceX:
Резервуар ракеты-носителя Falcon 9 сделан из алюминий- литиевого сплава. Все продольные и круговые
швы были сделаны с использованием FSW. При этом полностью исключается
формирование водородных пузырей. http://en.wikipedia.org/wiki/File:SpaceX_factory_Falcon_9_booster_tank.jpg
Применение FSW исключило необходимость дорогостоящего
рентгенографического контроля сварочных швов, так как проверка 8900 метров
сварочных швов FSW показала
полное отсутствие дефектов.
Ещё более важное сообщение от Boeing: –
FSW была успешно применена в 73-х проектах. Обычные методы
сварки связаны с применением заклёпок и материалов-наполнителей, что неизбежно
связано с увеличением веса летательных аппаратов. Боинг использует миллионы
заклепок. Каждый день должно было быть просверлено и заполнено 1.1 миллионов
отверстий. Стоимость каждого отверстия
с учётом затрат на разработку конструкции, сверление, заполнение и контроль составляет от 5$ до 10$ каждое.
Экономичность FSW очевидна.
Снижение веса
имеет решающее значение в аэрокосмической промышленности. Сварка трением с перемешиванием решает эту
задачу: её реализация не связана с
использованием заклёпок и материалов - наполнителей. Это ещё одна причина всё более
широкого применения FSW в
авиакосмической промышленности.
Применение FSW позволило более чем наполовину снизить
затраты на сварочные работы при производстве ракет Delta II и IV. Из материалов
отчёта фирмы Boeing для TWI следует, что применение FSW при
производстве ракет Delta IV и Delta II
позволило сократить их стоимость
на 60% и уменьшить время производственного цикла с 23-х до 6-ти дней.
Процесс FSW был также применён для сварки внешнего
резервуара Шаттла, для Ares I и для стендового образца Orion Crew Vehicle в НАСА, а также для ракет от Falcon 1 до Falcon 9 в SpaceX.
В авиастроении FSW был впервые применён в коммерческих целях
для Boeing C-17 Globemaster III и Boeing 747 Large Cargo Freighter. Панели
перекрытия военного самолёта Аэробус А400М также сварены с применением метода
FSW. Список примеров можно продолжать бесконечно.
Federal Aviation Administration (FAA) на год раньше запланированного срока одобрила применение сварки трением с
перемешиванием для сборки самолёта Eclipse 500
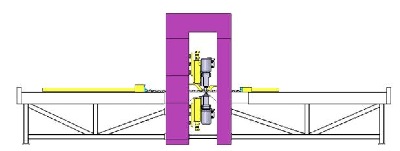
FSW сварка стали на оборудовании STIRMATIC
Применение FSW позволило более чем наполовину снизить
затраты на сварочные работы при производстве ракет Delta II и IV. Из материалов
отчёта фирмы Boeing для TWI следует, что применение FSW при
производстве ракет Delta IV и Delta II
позволило сократить их стоимость
на 60% и уменьшить время производственного цикла с 23-х до 6-ти дней.
Процесс FSW был также применён для сварки внешнего
резервуара Шаттла, для Ares I и для стендового образца Orion Crew
Vehicle в НАСА, а также для ракет от Falcon 1 до Falcon 9 в SpaceX.
В авиастроении FSW был впервые применён в коммерческих целях
для Boeing C-17 Globemaster III и Boeing 747 Large Cargo Freighter.
Панели
перекрытия военного самолёта Аэробус А400М также сварены с применением
метода
FSW. Список примеров можно продолжать бесконечно.
Federal Aviation Administration (FAA) на год раньше запланированного срока одобрила применение сварки трением с
перемешиванием для сборки самолёта Eclipse 500
Из всего
созданного человеком корабль содержит наибольшее количество сварных швов.
Технологией сварки определяется надёжность корабля и, в немалой степени, его
стоимость. Неудивительно, что, также как высокоскоростное резание в первую
очередь выгодно и применено для авиакосмической промышленности, FSW в первую очередь выгодна и нашла
практическое применение в кораблестроении.
Корпус большого корабля может
содержать сварные швы общей длиной до 1000 км. При этом стоимость сварочных
операций не должна превышать 7% общей стоимость корабля [1,2].
Super Liner Ogasawara, от Mitsui Engineering and Shipbuilding, Япония изготовлен из алюминиевых блоков, при производстве которых была
использована сварка трением с перемешиванием.
http://en.wikipedia.org/wiki/File:Super_Liner_Ogasawara.jpg
Области применения
В современном
кораблестроении сварка трением с перемешиванием широко применяется для сварки
следующих компонентов: -
палубных
панелей, панелей боковых стенок, переборок и междуэтажных перекрытий
-
алюминиевых
профилей
-
корпуса и
надстройки
-
вертолётных
площадок
-
военно-морского транспортного флота
-
мачт парусных
суден
-
рефрижераторных
установок
- нефтяных платформ
Согласно
данным “Italian Institute of Welding”,
Италия, вес избыточного металла при длине шва 100 км составляет 8 тонн
(алюминия).
Это означает: -
обусловленное
увеличением веса снижение скорости на море
-
около 70 000
€ бесполезных затрат на металл-наполнитель!
Начиная с 90-х
годов 20-го века, сплавы алюминия приобретают всё более широкое применение в
современном кораблестроении. Особое значение они имеют там, где успех
определяется высокой быстроходностью или уменьшением веса судовой надстройки
для более низкого расположения центра тяжести. Различные виды стеклопластика
или титановые сплавы рассматриваются как альтернатива алюминиевым сплавам, но
они слишком дороги, и производство с их
применением имеет низкую по сравнению с алюминиевыми сплавами
производительность.
Сплавы алюминия
обладают рядом качеств, которые делают их в высшей степени интересными для
разработчиков и производителей высокоскоростных судов высокой мощности, а именно [2]:
-
лёгкость
-
высокая
сопротивляемость коррозии
-
простота
обработки резанием и давлением, простота сварочных операций
FSW Сварка алюминия на оборудовании STIRMATIC
Какие материалы и
сплавы представляют наибольший интерес для их применения в кораблестроении?
Ответ предельно прост.
Это сплавы, которые гарантируют: - наличие на
рынке полуфабрикатов – профилей, тонкого листового проката и т.д., имеющих
размеры и форму в соответствии с требованиями разработчиков и производителей.
- простоту
реализации всех производственных технологий, особенно сварочных операций -
высокую
сопротивляемость коррозии в морских условиях
-
экономичность
Перечисленным
требованиям наиболее отвечают алюминиево-магниевые сплавы (серия АА5ххх) и
алюминиево-магниевые - кремнистые сплавы (серия АА5ххх).
Применение FSW при подготовке сборочных
узлов и при окончательном монтаже корабля позволяет свести затраты труда и
времени и другие производственные затраты
к минимуму.
Модульный подход к производству
Сборка
катамарана с применением FSW из сваренных с
помощью FSW стандартных блоков подобна сборке
игрушечной лодки. Все сборочные единицы точно подходят друг к другу, изменения
конструкции сопровождаются соответствующими изменениями сборочных узлов. Низкий
подвод тепла во время сварки сопровождается экстремально низкими остаточными
напряжениями, работы по сборке под сварку сведены к минимуму. Экономия времени
и денег очевидна.
Носовая часть военного судна “Sea Fighter”
класса X-Craft производства Nichols Bros.
FSW обеспечивает возможность производства
основных сборочных узлов корабля в виде готовых модулей http://www.twi.co.uk/content/spswkjune07.html
Так как
применение FSW создаёт существенные конкурентоспособные преимущества, информация о
фактических сбережениях и практических приложениях этой технологии сварки
широко не афишируются.
Однако Midling
et. al. 2000 даёт общее представление о преимуществах пользователей сварки
трением с перемешиванием, основные из которых перечислены ниже [2,5]:
- Возможность промышленного изготовления сборочных узлов
высокой степени готовности
- Высокий уровень повторяемости и воспроизводимости
отдельных блоков, обеспечение качества при минимальных отклонениях.
- Гибкость и функциональные возможности промышленного
оборудования дают возможность пользователю разрабатывать новые решения в
кратчайшие сроки.
- Изготовленные сборочные узлы проверены и утверждены
такими компетентными учреждениями, как DNV, RINA и Germanischer Lloyds.
- Высочайший уровень прямолинейности панелей обеспечивает
простоту сборки и, соответственно, минимум ручной сварки. - Сокращение работ на выравнивание днищ и перекрытий при
подготовке их к покрытиям является также источником уменьшения затрат заказчика
при использовании панелей FSW.
Одно из наиболее
убедительных преимуществ сварки трением с перемешиванием – сваренные детали
готовы к использованию. Затраты на шлифование, полирование, выравнивание
исключены. Конструктивные компоненты готовы к сборке сразу после сварки. Однако
необходимо отметить, что конструкции, разработанные под MIG – или TIG сварку - ручную или полуавтоматическую дуговая сварка неплавящимся электродом в
среде инертного защитного газа, не всегда подходят для применения FSW. Ограничивающим фактором являются относительно высокие силы прижима
свариваемых деталей. Иногда необходимо прижимное устройство или изменение
конструкции. Однако один раз сконструированное зажимное устройство обеспечивает
недостижимый ранее уровень повторяемости [5].
Для решения этой проблемы идеально подходит опыт HAGE Sondermaschinenbau GmbH по разработке и производству автоматического оборудования. Необходимые устройства загрузки, зажима, подачи, разжима и разгрузки деталей конструируются и изготавливаются "под ключ" из одних рук.
Двустороняя сварка алюминиевых профилей на оборудовании STIRMATIC
Отзывы пользователей FSW
[6]
Норвежский
концерн Hydro Aluminium сообщает, что использование на верфях алюминиевых
панелей, сваренных FSW, позволяет на 15% сократить трудовые затраты на
производство кораблей. Другая норвежская фирма, Fjellstrand, сообщает, что
использование готовых, сваренных по методу FSW панелей позволяет сократить цикл
производства корпуса катамарана длиной 60 м от 10-ти до 6-ти месяцев.
Литература:
1. Friction Stir Welding as joining
process in the shipbuilding industry. Stefanie MUELLER, Italian Institute of
Welding, Genoa, Italy
2. Aluminium Alloys in third
millennium shipbuilding materials, technologies, perspectives. Stefano FERRARIS
incantieri Cantieri Navali Italiani S.p.A., Naval Vessel Business Unit, Genoa,
ITALY; Luis Mario VOLPONE. Istituto Italiano della Saldatura, Genoa, ITALY
3. http://www.sapagroup.com 4 http://techcon.ncms.org/Symposium2005/presentations/Track%202/0810%20Florence.pdf
5. http://www.esabna.com/mx/sp/educacion/loader.cfm?csModule=security/getfile&pageid=48732
6. http://www.twi.co.uk/content/spswkjune07.html



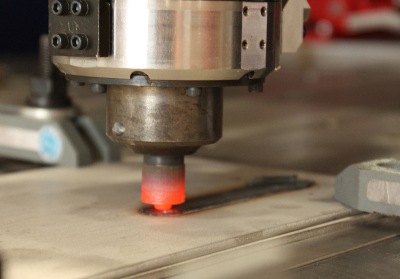 FSW сварка стали на оборудовании STIRMATIC
FSW сварка стали на оборудовании STIRMATIC

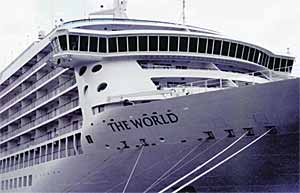 Палубы круизного
судна 'The World' от Fosen Mek's изготовлены с использованием содержит FSW.
Палубы круизного
судна 'The World' от Fosen Mek's изготовлены с использованием содержит FSW.
 FSW Сварка алюминия на оборудовании STIRMATIC
FSW Сварка алюминия на оборудовании STIRMATIC Носовая часть военного судна “Sea Fighter”
класса X-Craft производства Nichols Bros.
FSW обеспечивает возможность производства
основных сборочных узлов корабля в виде готовых модулей
Носовая часть военного судна “Sea Fighter”
класса X-Craft производства Nichols Bros.
FSW обеспечивает возможность производства
основных сборочных узлов корабля в виде готовых модулей